¿qué estás buscando?
?

Requisitos de proceso para materiales de aleación de aluminio en recubrimiento.
1.1 Proceso de recubrimiento
El recubrimiento de material de aleación de aluminio es un proyecto sistemático, que incluye principalmente el tratamiento de la superficie antes del recubrimiento, el recubrimiento del material y el curado y nivelación de tres procesos básicos, es necesario seleccionar las condiciones de proceso adecuadas, garantizar buenas condiciones ambientales de trabajo y garantizar la supervisión de calidad y la tecnología implementada. y considerar la economía y otros vínculos importantes.
El flujo del proceso es: lavado → desengrasado → lavado → lavado → lavado con agua pura → tratamiento de pasivación → lavado → lavado → lavado con agua pura → secado con agua → material colgante → pulverización → curado → descarga → embalaje de inspección.
1.2 Proceso de pretratamiento
El pretratamiento de superficies es el trabajo de preparación en la superficie de materiales de aleación de aluminio, para eliminar objetos extraños (como polvo, aceite, virutas de aluminio, etc.) en la superficie del material, para garantizar que la capa de película resultante tenga buena adhesión y corrosión. resistencia, decoración y para proporcionar un buen material de recubrimiento adecuado para los requisitos de recubrimiento.
La mayor ventaja de este proceso es que es respetuoso con el medio ambiente, libre de sustancias contaminantes y tiene alta eficiencia, bajo costo y calidad estable de la capa de pasivación.
El control del índice del proceso de pretratamiento no cumple con los estándares o la operación no está estandarizada, lo que causará muchos problemas de calidad, y lo más grave es que la adherencia del recubrimiento no está calificada y la película de pintura de la superficie se caerá gradualmente después de un Período de uso. Hay cinco causas principales de tales defectos.
1.2.1 El desnatado no está limpio
Un desengrasado inadecuado provocará problemas como manchas de aceite, una cantidad de grabado demasiado baja o una eliminación incompleta de la película de óxido natural en la superficie del material de aleación de aluminio, que no se puede pasivar normalmente. El experimento muestra que el desengrasado y la eliminación del polvo no son limpios y que el recubrimiento se caerá de la superficie después de la pulverización.
1.2.2 Concentración de Al3+ en la celda de pasivación
El efecto de la concentración de Al3+ en el tanque de pasivación sobre la adhesión del recubrimiento al agua hirviendo se muestra en la Figura 1. Como se puede ver en la Figura 1, para garantizar el 100% de cumplimiento con la adhesión del recubrimiento, la concentración de Al3+ en el El tanque de pasivación debe controlarse dentro de 0,2 g/l.
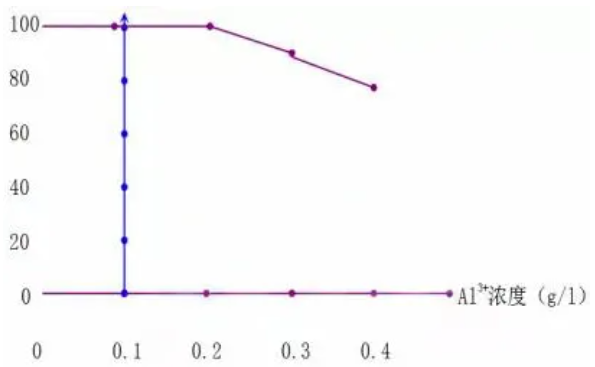
Para verificar mejor los resultados de este experimento, realizamos varias pruebas de impacto fuerte en el laboratorio. Los resultados muestran que cuando la concentración de Al3+ en el tanque de pasivación excede los 0,2 g/l (0,3 ~ 0,4 g/l), el recubrimiento de la superficie comienza a caerse después de que se recubre la matriz de aluminio pasivado y se realiza la prueba de resistencia al impacto, y la adhesión no está calificada.
La observación de la fase cristalina de la matriz pasivada con diferentes concentraciones de Al3+ mostró que la superficie de la matriz tratada mostró una estructura hexagonal regular y era densa en bajas concentraciones. Por el contrario, aunque también tiene una estructura hexagonal, es escasa.
1.2.3 Conductividad y pH del último lavado con agua pura
El efecto de la conductividad del último lavado con agua pura sobre la adhesión del agua hirviendo del recubrimiento se muestra en la Figura 2, y el efecto del valor de pH del último lavado con agua pura sobre la adhesión del agua hirviendo del recubrimiento. se muestra en la Figura 3. Como se puede ver en la Figura 2 y la Figura 3, para garantizar que la adhesión del recubrimiento sea 100% calificada, la conductividad del lavado con agua pura 9# debe ser < 80μs/cm y el valor del pH debe ser > 4,5.
Para verificar mejor los resultados de este experimento, realizamos varias pruebas de impacto fuerte en el laboratorio.
Los resultados muestran que después del último lavado con agua pura con diferente conductividad y pH, se lleva a cabo la prueba de resistencia al impacto de la matriz de aluminio limpia y el grado de desprendimiento del recubrimiento de la superficie es diferente, lo que verifica la precisión de los resultados de este proyecto.
1.2.4 Entorno de almacenamiento y tiempo de almacenamiento después de la pasivación
Debido a que la película de pasivación es más delgada y la resistencia a la corrosión es mucho menor que la de la capa de pasivación de cromo hexavalente, se debe rociar a tiempo después de la pasivación para evitar que la película de pasivación se corroa al colocarla en la planta.
Especialmente en el caso de plantas pequeñas o con mala ventilación, el gas corrosivo de la planta acelerará la corrosión de la película de pasivación.
La práctica demuestra que el aluminio pasivado se pulveriza mejor durante el servicio y el tiempo de colocación, en circunstancias especiales, no puede exceder las 24 horas.
Problemas a los que se debe prestar atención en el recubrimiento de aleaciones de aluminio.
Para lograr una coincidencia razonable de varias propiedades, es necesario adoptar tecnología de conformado avanzada, un proceso de pretratamiento optimizado y un proceso de extrusión avanzado a través de un diseño de composición razonable, incluida la optimización y el ajuste de la composición;
La integración de muchas tecnologías, como estructura razonable, tamaño de grano, distribución uniforme de la segunda fase y control de tamaño, puede producir materiales de aleación de aluminio para automóviles con buen rendimiento.
La dirección de desarrollo de los materiales de aleación de aluminio es principalmente mejorar la resistencia, mejorar la formabilidad y reducir costos.
conclusión
A través de la investigación de este tema, hemos dominado la tecnología de proceso común de recubrimiento en polvo (incluido el pretratamiento) de materiales de aleación de aluminio y la hemos mejorado sobre la base de la tecnología tradicional, que es más respetuosa con el medio ambiente, ecológica, eficiente y de alta calidad, y Tiene un gran papel en la promoción de la investigación y el desarrollo, la promoción y la transformación de productos de nuevos materiales de aleación de aluminio.

Línea Nacional Unificada :
Envíanos un correo electrónico :
Dirección de la empresa :
Nanshan Jingqu Industrial Park, Xiangcheng District, Zhangzhou City, Fujian Province, China






 Soporta red IPv6
Soporta red IPv6