¿qué estás buscando?
?

Descripción general
La temperatura de horneado del recubrimiento en polvo tiene un efecto significativo en la diferencia de color de la película de recubrimiento. La temperatura y el tiempo de curado del proceso de curado del recubrimiento en polvo se prueban con un rastreador de temperatura del horno.
Es importante realizar pruebas de temperatura periódicas para garantizar que todos los productos cumplan con la temperatura y el tiempo de curado requeridos para garantizar la calidad del recubrimiento. Cuando hay un problema con la calidad del producto, la causa del problema en el proceso de recubrimiento y horneado se puede identificar rápidamente y resolver a tiempo.

Control de temperatura y gestión de la temperatura de horneado.
La temperatura y la velocidad de la línea de horneado generalmente se muestran en el gabinete de control in situ de la línea de horneado, y algunos también tienen la temperatura de la salida de aire caliente de la cámara de combustión. Esta temperatura se mide mediante un termopar (o RTD) montado en la línea de horneado.
Esta temperatura de control es la temperatura en una posición fija en la línea de horneado. De hecho, el producto horneado no se encuentra en el mismo espacio que este punto de temperatura de prueba.
El control de termopares (RTD) requiere pruebas de precisión mensuales. Reemplace el termopar de control (RTD) por uno nuevo cada dos años.
La temperatura de horneado y el tiempo de horneado se refieren a la temperatura real de la pieza de trabajo y el tiempo acumulado para mantenerla no por debajo de esta temperatura, no a la temperatura establecida del horno de curado ni al tiempo de paso de la pieza de trabajo en el horno.
El control de calidad requiere que todos los productos cumplan con la temperatura y el tiempo de curado requeridos, y que la temperatura máxima no exceda la temperatura máxima permitida del polvo.
La temperatura de la línea de recubrimiento debe rastrearse y probarse periódicamente con un rastreador de temperatura del horno. Generalmente, se prueban al menos la temperatura superior, media e inferior del producto y un poco de temperatura del gas del horno.
En el caso de la aceptación de la línea de recubrimiento, la reutilización de la línea de recubrimiento después del mantenimiento, la sustitución de equipos de calefacción, la sustitución de termopares de temperatura controlada (resistencia térmica), etc., se debe probar la curva de temperatura del horno. antes de que la producción pueda ser reprogramada. Las pruebas diarias se realizan al menos una vez al mes.
Rastreador de temperatura del horno SMT
1.Rastreador de temperatura del horno
El rastreador de temperatura del horno se puede dividir en un rastreador de temperatura del horno simple de cuatro canales (modelo SMT-4), un rastreador de temperatura del horno inalámbrico de siete canales (SMT-X7-4M-300-K), etc., y el más adecuado. El rastreador de temperatura del horno se puede seleccionar de acuerdo con la cantidad de puntos de medición que se probarán y los requisitos de temperatura y tiempo del proceso.
2.Principio de prueba
El rastreador de temperatura del horno está equipado con una incubadora para aislamiento térmico y los datos de temperatura se registran en el rastreador de temperatura del horno con el producto dentro y a través del horno.
Los sensores utilizados para probar la temperatura son generalmente termopares tipo K. Hay termopares de pasta, termopares de abrazadera, termopares magnéticos, etc., y el método de fijación del termopar se selecciona de acuerdo con los requisitos del proceso.
El sensor de temperatura de prueba puede medir la temperatura de la atmósfera en el horno de cocción en un punto y la temperatura de la superficie en diferentes posiciones del producto en múltiples puntos. Los datos de temperatura de todo el horno se registran en el rastreador de temperatura del horno.
Después de que se libera el horno, a través de la comunicación con la computadora, se leen los datos de todo el proceso y los resultados de las pruebas se analizan con un software especial para obtener el tiempo de curado y la temperatura máxima del proceso de horneado que son superiores a los dos. Temperaturas de curado (seleccionadas según los requisitos del cliente).
El rastreador inalámbrico de temperatura del horno adopta comunicación inalámbrica WIFI y comunicación USB, que pueden incorporar datos de temperatura en tiempo real en el sistema de control.
Métodos y procedimientos de prueba
1.Establecer el período de muestreo
Configure el período de muestreo en el software de configuración o en la pantalla del rastreador de temperatura del horno, hay 1, 2, 5, 10, 20, etc., generalmente configurados en 1.
2.El termopar se fija en la pieza de trabajo.
El extremo caliente del termopar se fija en la superficie de la pieza de trabajo que se va a medir y la temperatura del gas del horno se mide con un termopar de gas del horno.
Pegar termopar: utilice cinta de alta temperatura para pegar el termopar en la superficie de la pieza de trabajo, especialmente indicado para piezas metálicas, plásticos, piezas de formas especiales con un espesor inferior a 2 mm, etc. Se caracteriza por un corto tiempo de respuesta.
Termopar de abrazadera: fácil de fijar, adecuado para todo tipo de piezas de aleación de aluminio.
Termopar magnético: solo apto para todo tipo de piezas de hierro, no apto para acero inoxidable, aluminio, plástico y otras piezas de trabajo; La desventaja es el largo tiempo de respuesta. Pruebe al menos un poco de la temperatura atmosférica del horno.
3.Prueba de horno
Antes de ingresar al horno, encienda el interruptor de seguimiento de temperatura del horno y comience a registrar. El rastreador de temperatura del horno se introduce en el horno junto con la pieza de trabajo para registrar y guardar el cambio de temperatura del recubrimiento en polvo de la pieza de trabajo durante todo el proceso de curado. Deje de grabar después de hornear y luego desconecte el termopar.
4.Descargue los datos para su análisis.
Después de hornear el rastreador de temperatura del horno, los datos de temperatura registrados se descargan a la computadora a través del cable de datos y los datos se analizan mediante un software de análisis especial.
5.Guarde los datos de temperatura de prueba.
Al mismo tiempo, se registran la temperatura real establecida del horno y la velocidad de la línea de montaje, y se analizan los resultados de las pruebas.
Ejemplos de pruebas reales
1.Prueba de temperatura del revestimiento de llantas de aleación de aluminio
Las llantas de aleación de aluminio para automóviles están cada vez más recubiertas con recubrimientos en polvo y, en la actualidad, la industria de llantas de aluminio de China utiliza principalmente polvo transparente para el recubrimiento de superficies.
La pintura es el proceso final de producción de llantas de aleación de aluminio, la función principal del proceso es aumentar la resistencia a la corrosión del cubo de la rueda en diversos entornos durante la conducción y la apariencia, y se puede rociar en diferentes colores según las necesidades. de usuarios.
Después de completar cada capa de pulverización, como el recubrimiento de la base de la rueda, la pulverización de pintura de color, la pulverización de capas transparentes, etc., es necesario curarla hasta formar una película, por lo que cada conjunto de equipos de pulverización se conecta a un conjunto de horno de curado y el horno de enfriamiento correspondiente, y la curva de temperatura real de la temperatura del horno se puede probar y ajustar con el rastreador de temperatura del horno SMT para garantizar que la curva de temperatura cumpla con los requisitos del proceso.
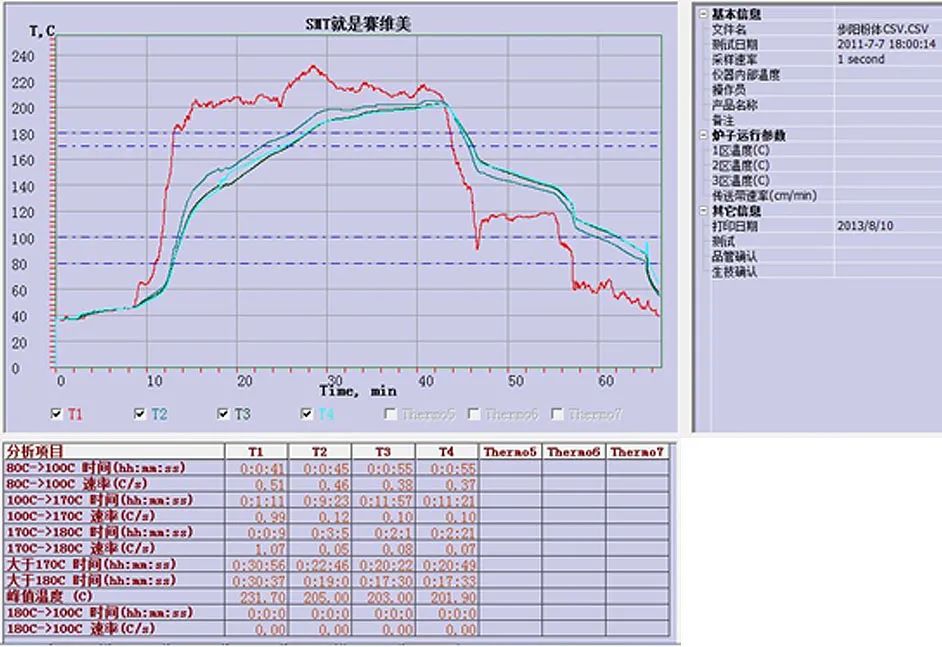
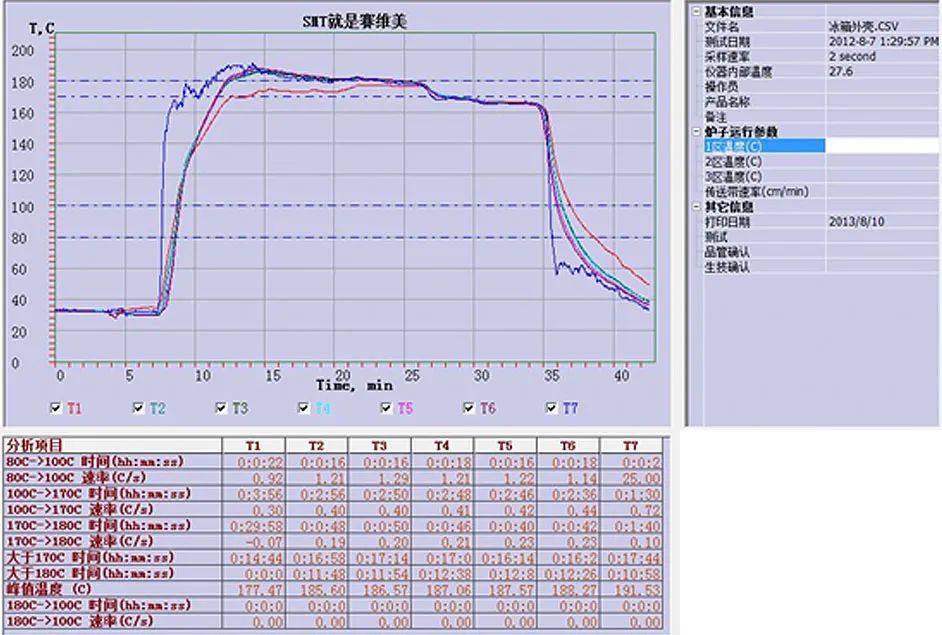
La Figura 1 muestra la curva de temperatura del horno de recubrimiento de cubo. La temperatura máxima del aire alcanza los 231,7°C, lo que es un poco alto y no puede ser superior a la temperatura máxima permitida para recubrimientos en polvo. Debido al espesor de la pieza de trabajo, si el tiempo de curado a alta temperatura no puede cumplir con los requisitos, se puede reducir la velocidad de la línea de ensamblaje.
Figura 1. Curva de temperatura de revestimiento de llantas de aleación de aluminio.
2.Prueba de temperatura del revestimiento del aparato
El proceso de curado en polvo utilizado para el recubrimiento de electrodomésticos es de 180 ± 10 °C y el tiempo de horneado es de 15 ± 5 minutos, que es un curado normal.
Sin embargo, los dos están interrelacionados y la puesta en servicio inicial del equipo requiere el uso de un rastreador de temperatura del horno SMT para medir la temperatura de la superficie y el tiempo de acumulación de las partes superior, media e inferior de la pieza de trabajo más grande, y ajustar el conjunto del horno de curado. temperatura y velocidad del transportador (que determina el tiempo de viaje de la pieza de trabajo en el horno) de acuerdo con los resultados de la medición hasta que se cumplan los requisitos del proceso de curado anteriores.
De esta forma se puede derivar la correspondencia entre ambos. La Figura 2 muestra la curva de temperatura del recubrimiento de la carcasa del refrigerador. Este perfil de temperatura es razonable.
Figura 2. Curva de temperatura del revestimiento de electrodomésticos.
3.Prueba de temperatura de revestimiento de láminas recubiertas de color
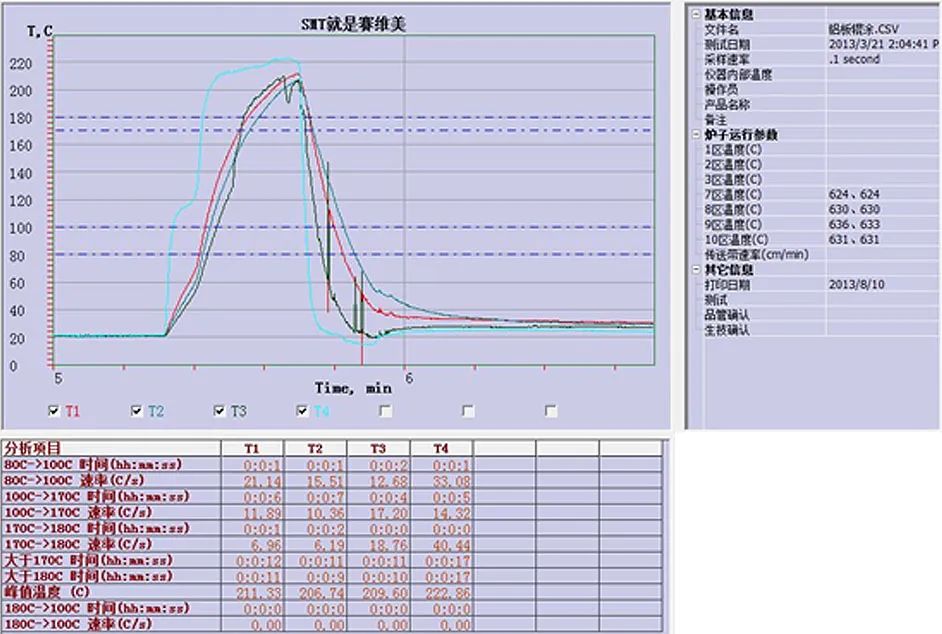
La lámina recubierta de color se refiere al producto de hornear pintura orgánica aplicada a la superficie del sustrato en un proceso de producción continuo.
Como material compuesto, la lámina recubierta de color no solo tiene alta resistencia y fácil moldeo, sino que también tiene buena resistencia a la corrosión y los recubrimientos orgánicos se pueden formular en una variedad de colores diferentes.
Y con la ayuda de la impresión, el estampado y otras tecnologías para hacer imitaciones de vetas de madera, vetas de cuero y otros patrones, de modo que el tablero recubierto de color tenga buenas propiedades decorativas, por lo que se ha utilizado cada vez más en la construcción, electrodomésticos y transporte.
En el proceso de producción de tableros revestidos de color, el curado es el proceso clave; después de aplicar el recubrimiento al sustrato, es necesario calentarlo para volatilizar el solvente en el recubrimiento húmedo y, al mismo tiempo, se polimeriza la materia orgánica. o reticulado bajo la acción de un catalizador.
El curado no sólo hace que el recubrimiento se adhiera firmemente al sustrato, sino que también le confiere ciertas propiedades mecánicas y físicas, por lo que el control de los parámetros del proceso de curado afecta directamente el rendimiento del producto del tablero recubierto de color. La Figura 3 muestra la curva de temperatura del recubrimiento de color de la placa de aluminio.
Fig. 3. Curva de temperatura de recubrimiento del rodillo de placa de aluminio
4.Prueba de temperatura del revestimiento del perfil de aluminio
Existen dos tipos principales de líneas de recubrimiento de perfiles de aluminio: verticales y horizontales. Se recomienda utilizar un rastreador de temperatura del horno de 4 canales para el tipo horizontal y un rastreador de temperatura del horno de 7 canales para el tipo vertical. Al curar se debe hornear a la temperatura y tiempo especificados.
Si la temperatura es demasiado baja y el tiempo demasiado corto, el polvo no formará un patrón y, al mismo tiempo, las propiedades mecánicas se reducirán considerablemente debido a una fusión incompleta. El proceso de curado del polvo es de 180 ± 10 °C y el proceso de horneado es de 15 ± 3 min, que es un curado normal. La Fig. 4 muestra la curva de prueba real de una línea de pulverización horizontal para perfiles de aluminio.
Fig.4. Curva de temperatura de recubrimiento del perfil de aluminio.
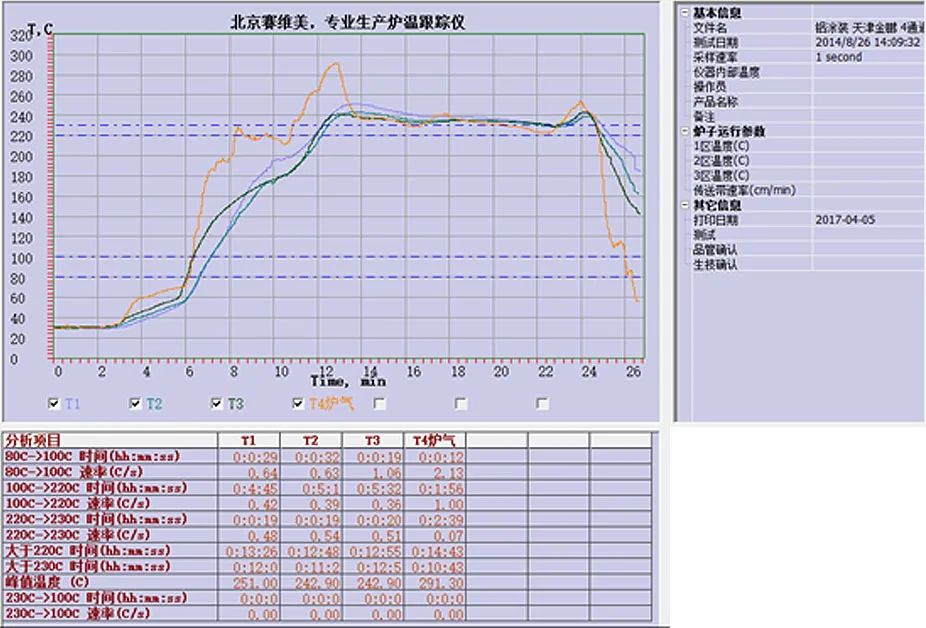
La temperatura máxima de la superficie de aluminio superior, media e inferior fue de 251,0°C, 242,9°C y 242,9°C, respectivamente, y el tiempo de horneado por encima de 220°C fue de 13 min, 12 min y 12 min respectivamente.
La temperatura del gas del horno tiene una temperatura alta local, la temperatura alcanza los 291,3 °C, lo que no afectará la calidad del producto cuando la línea de montaje esté funcionando normalmente, si la línea de montaje deja de moverse.
A esta alta temperatura, la calidad del horneado del perfil de aluminio puede ser problemática y esta zona local de alta temperatura debe eliminarse ajustando la distribución de calor de la línea de horneado o reduciendo la temperatura en la salida del quemador de alta temperatura.
conclusión
Este artículo presenta algunos ejemplos de aplicaciones de gestión de temperatura de líneas de horneado y rastreadores de temperatura de hornos SMT, y se recomienda que los termopares de control (o RTD) de la línea de recubrimiento se prueben periódicamente y que los termopares de control (o RTD) se reemplacen cada dos años.
El perfil de temperatura de la línea de recubrimiento se prueba una vez al mes. Después de la revisión de la línea de horneado, cuando el horno se apaga y se vuelve a abrir, se debe utilizar el rastreador de temperatura del horno para verificar si la curva de temperatura del horno está calificada antes de comenzar la producción.

Línea Nacional Unificada :
Envíanos un correo electrónico :
Dirección de la empresa :
Nanshan Jingqu Industrial Park, Xiangcheng District, Zhangzhou City, Fujian Province, China






 Soporta red IPv6
Soporta red IPv6